

Related: All Articles in the Modern Maintenance Manager Series
Modern Maintenance Manager: Cutting Waste in the Shop
What can the modern maintenance manager learn from productivity tools designed for manufacturing? Quite a lot.
May 17, 2016

One way to use Lean in the shop is to look for ways to cut wasted time and movement by technicians. Photo: XPO Logistics
8 min to read

At King County’s Riyerson Base bus maintenance shop in Seattle, shop stock (the nuts and bolts and odds and ends that almost every maintenance job requires) was moved from the shop floor into the parts room. That seemingly small decision added a thousand miles of walking a year for techs — the distance from Seattle to Death Valley, or about 40 eight-hour working days per year for the shop as a whole.
Similarly, frequently-used gaskets and filters were 70 feet from the shop desk, while seldom-used engine mounts were only 15 feet away, according to King County’s blog at www.leaninkingcounty.com.
So recently, management started
redesigning the workspace to save time, effort, and frustration. They moved the shop stock onto the shop floor, slicing almost two-thirds off of that 1,000 miles of annual walking. And they moved the most-requested parts to the space nearest the receiving desk. That’s not only less walking, but less wait time for the technicians who need the parts to get their work done.
This is all part of the county’s efforts to cut waste and improve efficiency in areas ranging from maintenance shops to the election process, through Lean tools.
Lean (and related waste-cutting and continuous improvement regimens such as Six Sigma and the hybrid Lean Six Sigma) can be intimidating because there’s a lot of terminology and buzzwords, from kaizen to black belt. But they can provide valuable tools for the modern maintenance manager.
What is lean?
According to the Lean Enterprise Institute, the core idea behind Lean is to maximize customer value while minimizing waste. “Simply, Lean means creating more value for customers with fewer resources.”
The term was coined in the late 1980s to describe Toyota’s business, which focused on the elimination of waste in all processes.
Another organizational improvement program that’s often linked with Lean is Six Sigma. This was developed in the ’80s by Motorola and stresses quality improvement. Both Lean and Six Sigma set forth processes and tools to find ways to put out the best product in the most efficient way possible, so you’ll also find programs for “Lean Six Sigma” that combine the two.

While these programs may have gotten their start in manufacturing, they have spread to all types of businesses as well as government organizations. Finding their way into the truck maintenance shop, however, is fairly recent — although many savvy maintenance managers have been intuitively using some of these principles for years.
For instance, UPS in the early 2000s spent several months overhauling preventive maintenance of its 70,000 delivery vehicles. A team evaluated every aspect of the process, from oil changes to warranty tracking, and did intensive time and motion studies to optimize each step a technician takes while performing inspections.

Lean in the shop
For Randy Obermeyer, Lean was a part of the company culture when he went to work as terminal manager for the private fleet for Batesville. He had to figure out how to apply the Lean principles used by the Indiana-based company to manufacture caskets to managing the shop.
“With Lean, you could do a whole project just on one small step of the assembly process [on caskets] and trying to make that quicker and better,” he explains. “I finally realized you can apply the same thing to a PM, for example — how long does it take, and how long should it take? You basically try to map out all the steps it takes to do that PM and [figure out] how you can smooth those steps to take all the wasted motion out of it and reduce the time it takes.”
In the end, he explains, Lean “is just basically using data to help drive waste out of the business.”
And as Brandon Uzarek, field engineer for Accuride Corp. says, “What waste amounts to is money you can save by implementing a process and identifying where those wastes are.”
For instance, he says, in a maintenance operation you might find waste in excess inventory, people waiting around for a job to do, tools not close to where they are used, rework, or doing the same job twice on the same truck because there aren’t good maintenance records.
“One of the easy steps of Lean is to target what costs the most, why it happens, and how we can eliminate it,” Uzarek says. “It’s a different way of thinking.”
For example, when you get a flat tire, instead of simply fixing it, Lean tools help you identify the causes and ways to make tires last longer. (Uzarek is part of a TMC task force team working on a Recommended Practice on using Lean practices to manage tire and wheel programs.)
If you think about these principles in your everyday life, Obermeyer says, an example would be budgeting. “When you’re doing your banking and realize you’re running short on funds every month, you start tracking where you’re spending money and figure out where you can cut waste.” The classic example you hear is someone actually adding up how much that daily Starbucks is costing and deciding to make coffee at home instead.
Making it simple
When you explain it like that, it makes sense. But Lean (and Six Sigma) involve a lot of tools and terminology that can be daunting.
“A lot of people know about Lean, but they get confused on how to use those tools in this part of the industry,” Obermeyer explains. “By helping them understand how easy it is to use the tools, I think they’ll get more willing to try to use these in their own business. I think it’s just overwhelming for a lot of people — it’s like another language, and they’re afraid to learn it.”
Obermeyer is one of the people working with the American Trucking Associations’ Technology & Maintenance Council to try to do just that.
This year’s annual TMC meeting in Nashville included a session on using Lean tools in the shop.
“For a long time, Lean has been strictly a manufacturing term and not something that’s been done on the maintenance side of things,” says Uzarak, who was involved in that session. “With the support of Randy Obermeyer, we’ve been trying to introduce Lean tools to these individuals so they can take these tools into their shops and hopefully get results beneficial to their bottom line.”
A different kind of tool
The TMC session looked at five Lean tools and walked the attendees through how they could be used in a shop.

Pareto chart: A type of chart that contains both bars and a line graph. Individual values are represented in descending order by bars, and the cumulative total is represented by the line. Draw a horizontal dotted line at 80% from the y-axis to intersect the curve. Then draw a vertical dotted line from the point of intersection to the x-axis. The vertical dotted line separates the important causes (on the left) and trivial causes (on the right). This could help you understand what’s causing tire failures, for instance. Under what’s commonly called the Pareto rule or Pareto principle, the top 80% of your costs typically come from roughly 20% of your failures. You can focus on that 20% to get the greatest impact.

Fishbone (Ishikawa) diagram: This is a way to identify causes of problems. A team brainstorms possible causes within the categories of measurements, materials, man (personnel), methods, machines, and environment. Then one by one, you work to prove or disprove each. For instance, in the case of wiring problems, a cause under “man” would be a technician misdiagnosing the issue; under “mechanical” it might be loose connectors; “methods” might be poor procedures.
Run chart: Also known as a run-sequence plot, this is a graph that displays observed data in a time sequence. So you might track whether a problem is getting better or worse over time.
Check sheet: Also called a defect concentration diagram, this is a structured, prepared form for collecting and analyzing data. For instance, say you’re having wiring problems. You could use a diagram of a truck and literally put checkmarks for each occurrence to figure out which connectors are giving you the most trouble.
Value stream map: This is a map where you write down your process and assign times, often using symbols, arrows, etc. to illustrate the process. For instance, when you change your oil, you might document what you do, and use the “map” to evaluate if each step is really necessary or if it’s taking more time than it should.
Another Lean tool, which wasn’t part of the TMC presentation but which Obermeyer has used, is the “swim lane chart.” This is a type of flow chart — but it groups processes and decisions in lanes so you can see which person, group or sub-process is involved in each step. Parallel lines divide the chart into “lanes.”
This approach helped Obermeyer analyze processes such as the steps involved in changing a tire. You might be studying how long it takes to do this and realize that your technicians are wasting a lot of time and motion having to fetch shop tools or roll tires to a different location. So you may decide to either change where you’re changing tires, or move your tools closer to where the tires are being changed.
“This is all stuff people would do in their normal lives, but [Lean] defines it, gives it a process,” Uzarek says. “People have written books on Lean. At TMC we’rs trying to keep it simple. These tools are useful in everyday life; it’s a matter of identifying them and using them correctly.”
Subscribe to Our Newsletter
More Maintenance

Will API PC-12 Oil Change Trucking Fleet Maintenance?
The new API PC-12 heavy-duty engine oil category reflects the changing demands of modern diesel engines. But fleets like Foodliner are looking to getting their own data before making decisions on adopting the new oils and questions such as extending oil drain intervals.
Read More →
Brake Safety Week to Focus on Drums and Rotors
Commercial vehicle inspectors will be focusing on brakes during CVSA's Brake Safety Week, August 23-29.
Read More →
Possible Battery-Cable Fires Prompt Recall of 15,000+ International MV and HV Trucks
On the recalled vehicles, manufacturing variations can cause the battery interconnect cable to contact the auxiliary stud and hold down the bracket.
Read More →
Rush, MCT Team Up to Grow Refrigeration Service Network
The joint venture will operate MCT's network of Carrier Transicold dealerships and mobile service locations, with the companies promising greater service capacity and uptime for refrigerated fleets.
Read More →
ConMet Expands Aftermarket Brake Drum Lineup With TruCast
A new heavy-duty truck brake drum option in the aftermarket gives customers more flexibility within the ConMet product family.
Read More →
Mack Expands Premium Service Contract Coverage to Medium-Duty MD
With a service contract, inspections, preventive maintenance and repairs can be handled in a single visit instead of multiple ones.
Read More →
Maintenance in the Messy Middle Part 5: Battery-Electric Trucks
No oil changes. No diesel exhaust fluid. No exhaust aftertreatment. But NACFE battery-electric trucks still require specialized maintenance procedures.
Read More →
Trucking Fleets Faced Record Operating Costs During Third Year of Freight Recession
ATRI's annual operational cost report shows carriers trimmed fleets, delayed equipment purchases, and ran older trucks as expenses continued to outpace freight rates.
Read More →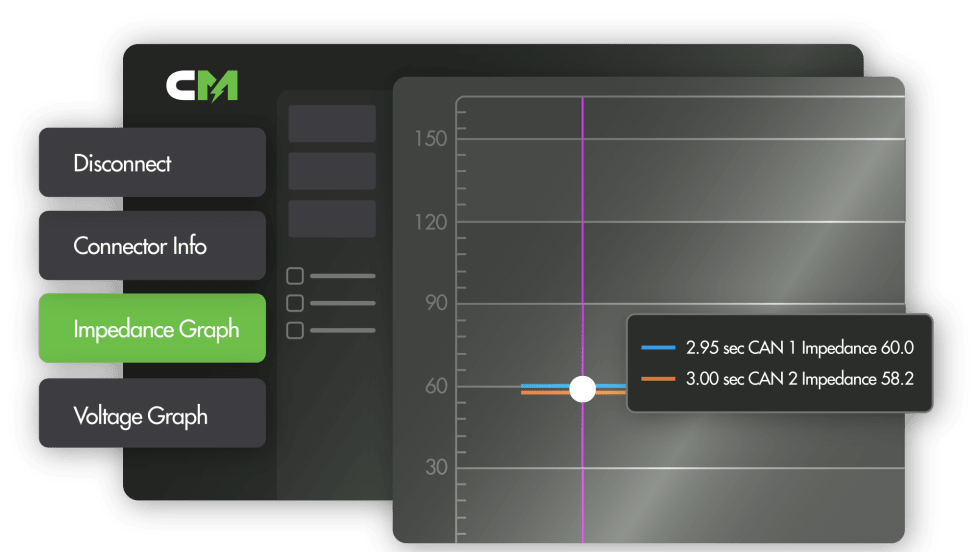
Noregon Launches CAN Mentor to Simplify Vehicle Network Diagnostics
New Noregon software helps technicians identify CAN network issues without requiring advanced diagnostic equipment or specialized training.
Read More →
Maintenance in the Messy Middle Part 4: Renewable Natural Gas
The keys to running renewable natural gas as a fleet fuel depend on specialized technician training, rigorous inspection schedules and an understanding of high-pressure fuel systems.
Read More →