

There have been a number of important updates and changes that could significantly impact parts selection and service procedures when servicing Cummins ISX15 engines.
Keeping abreast of the latest part updates and installation techniques can prevent costly errors and even catastrophic failures. Here are five tips for avoiding serious issues when servicing Cummins ISX15 engines.

Photos courtesy of Industrial Parts Depot
There have been a number of important updates and changes that could significantly impact parts selection and service procedures when servicing Cummins ISX15 engines.
This engine series has become a very popular power source for over-the-road and vocational trucking applications. With a power range of 430-650 hp, these changes warrant attention, whether repairing an engine or performing a complete overhaul.
“There have been five different changes to the cylinder liner design,” says Steve Scott, director of technical support for Industrial Parts Depot in Torrance, Calif. IPD manufactures and distributes a broad range of replacement parts for Caterpillar, Cummins, Detroit Diesel, Volvo and Waukesha series engines. “It’s very important that purchasing and service personnel are aware of the differences in engine designs and installation procedures when they are servicing ISX engines – or severe problems can occur.”
Potential problems include excessive engine parts wear, premature failures, avoidable downtime, and even catastrophic engine damage.
Here are five tips that can help fleet specialists and engine rebuilders service Cummins ISX15 engines more accurately and efficiently, and in some cases with added savings of time and costs.
Cylinder kits are the heart of the Cummins ISX series engine overhauls. Many over-the-road users and engine rebuilders realize the importance of using cylinder kits that reflect the latest design updates. For example, the current update of OE pistons for ISX15 (15-liter, single cam) engines features a special bushingless design with a closed skirt that is specifically made to work with APR (anti-polishing ring) cylinder liners.
These are very significant design updates. Unfortunately, not all parts suppliers are in a position to keep up with the latest OE design changes and remain competitive. It’s important to choose a parts supplier that makes it a high priority to replicate OE updates for product lines when possible to ensure durability, endurance and interchangeability.
Cummins ISX15 cylinder liners feature a removable APR that overhangs the liner bore.
The purpose of this ring is to remove carbon deposits from the upper portion of the piston. This helps prevent bore polishing of the liner walls, a situation that can result in significantly increased oil consumption. Bore polishing is surface wear that damages the liner surface.
To use the piston installation tool, remove the APR ring from the liner, insert the special tool, and then proceed to complete the piston installation. The piston installation tool prevents the piston rings from expanding into the APR ring groove, thus providing a smooth transition of the piston into the cylinder liner. There is a special installation tool currently included with each engine kit order. The updated style APR cylinder liner is induction heat-treated, includes a precision-honed ID, and has an OE-style APR carbon scraper ring. This liner also comes with a premium brass shim for ease of installation.
Replacement of gaskets is an integral part of every in-frame or out-of-frame engine overhaul. When it comes to servicing ISX series engines, complete gasket sets should also contain a number of small plugs that are used to protect the oil ports of the cylinder head, as well as the cylinder block from dirt or other debris. This is an important procedure to follow. In fact, most bearing manufacturers report that the presence of dirt or foreign objects in oil passages is a leading cause of bearing failure. There is also the danger of debris entering the cylinder head ports and interfering with the camshaft and upper bushings.

Cummins ISX series engines use three different styles of connecting rods, making it vital to use the proper type of bearings when replacing these parts. The early engines use non-drilled rods, which do not have an oil passage running through the connecting rod. Later engines use two types of drilled rods, a saw-cut type and a fractured type. These terms refer to the surfaces between the connecting rod and rod cap.
Matching the connecting rod with the correct bearings is critical.
The saw-cut connecting rod bearings (big end) are composed of an upper and lower bearing shell. The shells are marked according to their proper locations, and feature tabs that are slightly offset.
This bearing shell design does leave room for installation errors. In fact, it is possible to install them incorrectly and still be able to bolt the rod onto the crankshaft. If this happens, the rod will not get the needed oil supply and the engine will fail.
The fractured type of rods also requires upper and lower bearing shells, but due to the design cannot be installed incorrectly.
On earlier ISX dual cam engines, the injector camshafts are massive compared to the valve camshaft, with a journal diameter of 85 mm (3.346 in.), and weighs almost 65 pounds. While it may be a common practice to drive the camshaft bushings in for other engines, installation instructions specify that the cam bushings (injector and valve) need to be pressed in (rather than driven), and also pre-lubricated. According to several cylinder head rebuilders, due to the size and amount of retention (crush) holding the injector camshaft bearings in place, the bushings cannot be driven in without distorting or otherwise damaging them, which can lead to bushing failure when the engine is put into service.
Considering the load that’s placed on the injector camshaft bushings, the timing for pressurized lube oil to reach the bushings (via the large oil port inside the camshaft) is critical.
It's important to review and understand manufacturer updates and changes in order to select the correct parts for your specific application, and also to follow current procedures when servicing Cummins ISX15 engines.
Egan Hernandez is in charge of marketing and communications at Industrial Parts Depot (IPD), located in Torrance, California. Since 1955, IPD has been designing and manufacturing a variety of diesel & gas engine replacement parts for a wide range of applications. Hernandez started at the company in 2011 and has over 25 years of parts marketing experience with manufacturing companies.
This article was authored under the guidance and editorial standards of HDT’s editors to provide useful information to our readers.
Pitstop AI will use Fullbay's extensive shop data to drive predictive maintenance for trucking fleets and repair shops.
Read More →
Heavy Duty Trucking's Top 20 Products awards recognize the best new products and technologies. Check out the award presentations at the 2026 Technology & Maintenance Council annual meeting.
Read More →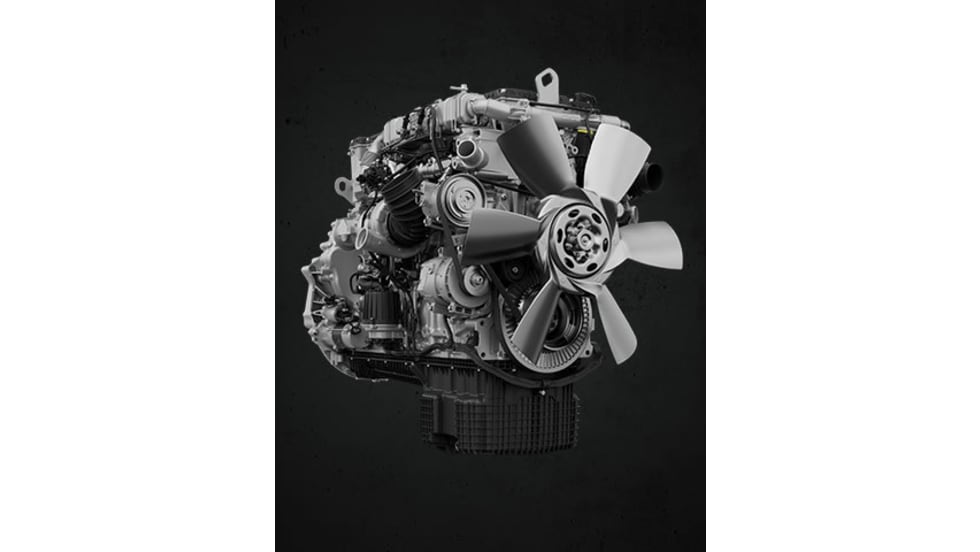
The Detroit® Gen 6 engine platform proves that real progress doesn’t require a complete redesign. Built on 20 years of trusted technology, these engines are designed for efficiency, stronger performance, and greater reliability than before. And they do it all while complying with 2027 EPA standards on every mile.
Read More →
New guidance allows engine makers to replace problematic DEF sensors with NOx-based systems, aiming to reduce unnecessary derates and downtime caused by failures in the sensors designed to monitor diesel exhaust fluid on trucks.
Read More →
Goodyear is preparing to roll out a new steer tire designed to bridge the gap between regional and linehaul for trucking fleets.
Read More →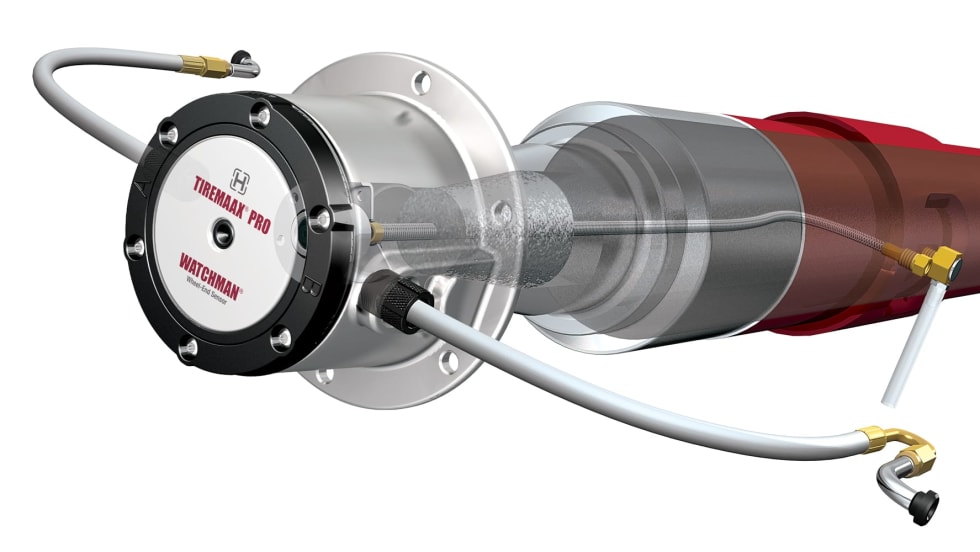
Hendrickson’s new sensor platform integrates with its TireMaax system to deliver real-time tire and wheel-end insights, targeting uptime and cost savings.
Read More →
Over-the-air updates are moving beyond recalls, and expanding how fleets manage performance, compliance, and uptime.
Read More →
A new partnership between SFK and TMC brings certified, on-site instruction focused on wheel-end reliability and maintenance best practices.
Read More →
Hiring heavy-duty truck technicians has become a bidding war, but shops that focus on culture, training, and career paths are gaining an edge. That's the takeaway from a TMC panel discussion.
Read More →
Couldn't make it to Nashville for TMC's 2026 annual meeting? Check out these images.
Read More →