
Refinishing Wheels the Right Way
Road salts damage steel and aluminum wheels, and there are proper ways to maintain and repair them.


Juan Klinehoffer, the “wheel man” at Bob Sumerel Tire in Zanesville, Ohio, air-sprays positively charged powder at the negatively charged wheel. There it clings until curing.

Dealing with corrosion has become a bigger part of truck maintenance since road departments began using highly aggressive de-icing salts, primarily calcium chloride and magnesium chloride, which are especially hard on ferrous metals.
Aside from body panels, corrosion is most visible on wheels, which are close to salty spray — and to observers’ eyes. Rust gets the attention of vehicle inspectors, who may assume that greater, more dangerous problems lurk underneath.
Corrosion can be headed off at purchasing time when new wheels are spec’d. Many fleets have switched to aluminum wheels, which are lighter in weight and also stand up better to salt than steel. Aluminum is not immune to corrosion, but will resist it for a considerably longer time. Resistance is even better with factory treatments that add hardness to surfaces along with an especially bright look. These include Alcoa’s Dura-Bright and Accuride’s Accu-Flange, Accu-Shield and Accu-Armor.
Where tare weight isn’t an issue, steel’s lower cost remains attractive for many users. There are treatments for new steel wheels that resist salt-induced corrosion:
Accuride recently introduced EverSteel, a proprietary bare-metal treatment followed by a zinc phosphate pre-treatment, with an epoxy e-coat and a Steel Armor powder coat top finish. The company guarantees it against corrosion for five years if used with Wheel Guard separators.
Maxion offers a Premium Powder Top Coating that starts with a phosphate coat, then white electro-deposition primer that’s baked on. Customers select the color for the top powder coat, which is also baked on. This finish lasts 2,000 hours in a standard salt-spray test, the company says.
The millions of aluminum and steel wheels already in use, however, remain susceptible to corrosion damage, and must be periodically cared for.
For aluminum wheels, Hartt Transportation in Bangor, Maine, has devised a process that concentrates on a wheel’s inner hub bore and mating surfaces that pick up rust from the steel hub and iron brake drum, says Todd Cotier, maintenance manager. Mechanics remove it with a soft abrasive attachment on a grinder and a 6-inch sander with 100-grit paper. The rest of the wheel is polished as needed. (Iron hubs and drums and steel studs and nuts also get special attention.)

Steel wheels need extra work because iron-oxide rust chemically clings to their surfaces. Members of the Technology & Maintenance Council of American Trucking Associations wrote a set of suggestions for removing the rust and retreating wheel surfaces. Recommended Practice 240A emphasizes careful inspections to find any damage that could put a wheel out of service.
One is surface wear from salt damage or overly aggressive media blasting. “If the DOT stamp or manufacturer’s identifying marks are not legible for any reason, the rim/wheel must be removed from service and scrapped,” the RP says.
Existing dirt, grease or debris should be removed prior to further inspection and removal of paint or coatings. Blasting with a combination of metal shot and grit works well for removing old powder coating. Bare-steel wheels should not be handled with bare hands, lest skin oils contaminate the surface and mar subsequent coating. The RP suggests priming with a product compatible with the chosen outer coating; powder coating holds up best to salt.

A man who had a hand in writing RP-240A is Jeff Redding, national equipment and coatings manager for IMI, a producer of tire and wheel maintenance products. IMI makes a turnkey wheel refinishing system used by tire and wheel dealers at about 200 locations in the United States. The components for this standardized Milcure system sit in-line with each other so wheels can be efficiently and consistently processed. Education in proper operation and inspection is part of the IMI support, Redding says.
A trained technician moves wheels among several steps and inspects them between each. He or she looks for imperfections, especially cracks, that render a wheel unfit for further use. Cracks cannot be safely repaired and a cracked wheel should be scrapped.
IMI’s process includes four steps:
Blasting with steel abrasives to remove rust and what’s left of the coating, taking the wheel down to bare metal without damaging the surface. This is done in a blast cabinet designed to handle wheels and takes about four minutes.
Electrostatic powder coating is applied with a hand-held spray gun in a special booth. The powder is positively charged and air-sprayed onto the wheel, where a negative charge causes the powder to cling. Application-specific powder coatings maximize the adhesion to the wheel and resistance to premature corrosion. This takes two and a half minutes.
Curing in an oven for 15 minutes to a wheel temperature of 380 to 420 degrees, which liquefies and cures the powder into a hard surface.
Cooling for another 15 to 20 minutes, after which the wheel is ready for final inspection and palletizing with others for return to the customer.
“We have a guy here five days a week and that’s all he does – wheels,” says Larry Harmon, manager at Bob Sumerel Tire in Zanesville, Ohio, which uses the IMI process. Steady customers include major fleets as well as smaller, local operations and walk-ins.

“Our goal is 40 to 70 wheels a day,” Harmon says. “Time to do wheels varies, maybe seven minutes for blasting, then coating and baking with what we call the pizza oven.
“It lasts for several years. Salt’s hard on everything, but they hold up through that,” he says of the refinished wheels. “A lot of it’s customer care. If they wash it thoroughly, that makes a difference. When you get salt on your car, what do you do? Run it through the car wash, right? That’s what you should do with a truck.”

Cost of resurfacing using the IMI process is $25 to $30 per wheel, Redding says. IMI offers an additional step of coating with a zinc-rich primer after the blasting and prior to the powder coating. Priming takes extra time and is done at customer request. It extends corrosion resistance from 750 hours to 2,400 hours, as measured in an industry salt-spray test. The primer reduces output by about 25%, so labor is the primary extra cost. As with paint, new or refinished powder-coated steel wheels come in a variety of colors. The most common are white, gray and black, but many others, including custom hues, are available.
Tire-change time is a good opportunity to consider refinishing, Redding says, because the labor of removing the wheel, demounting and mounting a tire, then reinstalling the tire-wheel assembly is a given. If resurfacing is managed and planned for, refinished wheels can be stocked, fitted with appropriate tire types, then installed on a truck with minimal downtime.
More Equipment

Engine Technology Forum Launches SCR, DEF Resource Center Amid Emissions Debate
The Engine Technology Forum’s new online hub aims to provide fleets, policymakers, and equipment owners with fact-based information about selective catalytic reduction technology, diesel exhaust fluid and emissions compliance.
Read More →
Prime Inc. to Open $7.9M Flagship Used-Truck Dealership
A new driver-focused facility to sell Prime Inc's used trucks and trailers will be the first purpose-built location in the company's history.
Read More →
Lessons Learned About Alternative Fuels: Start Small, Stay Flexible
Practical advice on adopting alternative fuels and ZEVs from HDT's 2026 Top Green Fleets, from renewable diesel and natural gas to electric trucks.
Read More →
Kenworth Names Peter Ahrens General Manager
Leadership changes at Kenworth take effect July 1 as the OEM promotes two longtime Paccar executives to key management roles.
Read More →
Hino Adds Electric Class 6/7 Truck
Hino says the Le Series is an important step in the company's efforts to reduce environmental impact and support its customers’ sustainability goals.
Read More →
ACT Expo 2026: Highlights in Photos
The 2026 Advanced Clean Transportation Expo featured a broad range of commercial vehicle technologies, from EVs to autonomous trucks to the latest diesel and alternative-fuel engines.
Read More →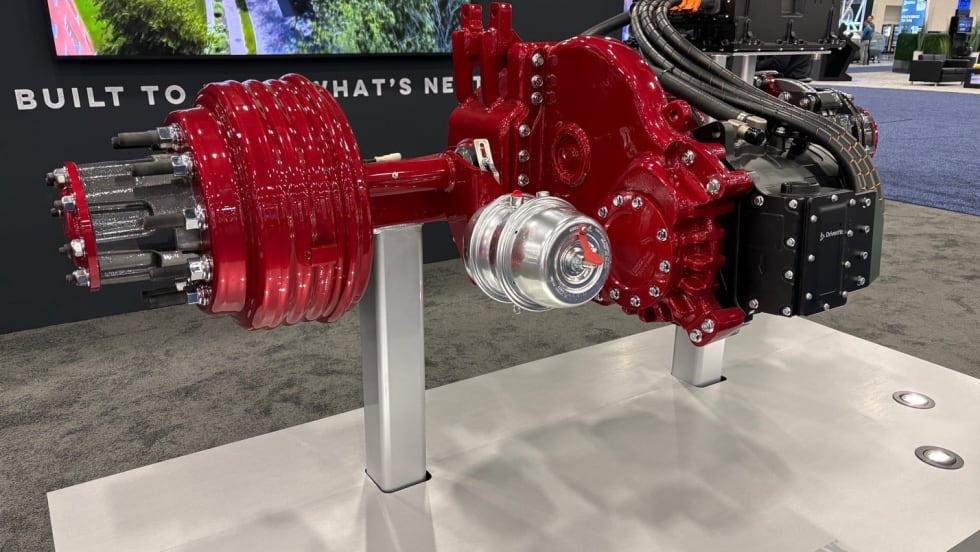
Hendrickson Debuts Electraax E-Axle for Medium-Duty Trucks
Developed with Driventic, Hendrickson's new integrated e-axle is designed to improve efficiency, reduce weight, and extend range in Class 6-7 EV applications.
Read More →
Peterbilt Unveils Freedom 250 Special Edition Model 589
Peterbilt’s just-announced limited-run patriotic Model 579 tractor celebrates America’s 250th birthday with custom styling and premium features.
Read More →
Mack Unveils EPA 2027-Compliant MP13 Engine With More Power, Better Fuel Economy
Along with unveiling its EPA 2027-compliant MP13 engine, Mack outlined powertrain changes across its Class 6-8 lineup, including new Cummins-based X10 engines.
Read More →
Kodiak and Roehl Transport Launch Autonomous Route Between Dallas and Houston
Kodiak AI and Roehl Transport have begun autonomous freight operations on a regular Dallas-Houston route, marking another step toward Kodiak’s planned driverless launch by the end of 2026.
Read More →