

Related: The 2016 Truck Fleet Innovators
2017 Truck Fleet Innovators
Please allow us to introduce you to four forward-thinkers who are helping lead the trucking industry to overcome challenges and grasp opportunities smartly and swiftly.
April 17, 2017

Meet some of trucking’s best and brightest leaders.
21 min to read

Please allow us to introduce you to four forward-thinkers who are helping lead the trucking industry to overcome challenges and grasp opportunities smartly and swiftly.
Each year, Heavy Duty Trucking’s editors review nominations sent in from the industry and consider the fleet executives they’ve met over the year. They then single out several fleet executives who have consistently shown innovation and leadership in one or more areas of the trucking business.
This year’s honorees, from fleets both large and small, are leading the way in areas ranging from developing trucking’s next generation of leaders and figuring out how to apply Lean manufacturing principles to fleet maintenance to forging a different set of specs for a vocational workhorse and strategizing about how best to leverage data:
Kirk Altrichter, vice president of fleet services, Kenan Advantage Group, North Canton, Ohio
Ralph LoPriore, director of fleet assets and processes, Stoneway Concrete/Gary Merlino Construction, Seattle, Washington
Randy Obermeyer, terminal manager, Batesville Logistics, Batesville, Indiana
Randy Swart, chief operating officer, A. Duie Pyle, West Chester, Pennsylvania
The four 2017 Truck Fleet Innovators will be honored during the inaugural Heavy Duty Trucking Exchange. HDTX, an invitation-only fleet networking event, will be held May 8-10 at the Scottsdale Resort at McCormick Ranch in Scottsdale, Arizona. Following an awards ceremony, this year’s Innovators will participate in a panel discussion to share more about their accomplishments as well as to discuss industry issues.

Hiring Today to Manage the Future
Randy Swart says demographics told A. Duie Pyle that it was time to create its own pipeline of management employees.
What fleet executive doesn’t stay up at night worrying about how the industry can attract enough truck drivers and technicians for today and tomorrow? But trucking has still another talent pool that warrants stocking — college-educated employees who will become the next generation of managers. Randy Swart says that’s why regional carrier A. Duie Pyle launched its own Leadership Development Program, which rotates recent college graduates in positions within the company to prepare them for careers in transportation operations.
Still family-owned by descendants of the namesake who launched the company in 1924, Pyle today provides a range of integrated transportation and distribution services primarily in the Northeast. The company’s CEO is a third-generation owner and the fourth generation has begun working for Pyle as well. Swart says the goal is to “remain family-owned but professionally led.”
Supported by some 2,700 employees, Pyle operates 22 less-than-truckload and truckload service centers and nine warehouses. It offers a variety of asset and non-asset based services, including dedicated fleet operations, integrated warehousing and distribution services, and specialized truckload services.
The fleet consists of 1,100 power units, of which over 90% are Class 8 tractors, and 2,200 trailers. About 97% of the maintenance work is conducted in Pyle’s network of 20 terminal-based shops.
Pyle’s innovative efforts to develop employees also includes a program that helps its own warehouse workers shift gears to become non-CDL truck drivers (including in its new last-mile delivery division, Express Solutions) and eventually earn their CDLs if they want to. But Swart notes that it’s easy to overlook that the industry will need an entire generation of all sorts of trucking employees, not just drivers. That’s because of the wave of Baby Boomers now beginning to retire and the slow-growing rate of Millennials seeking a career in trucking.

There’s also the issue of talent retention when it comes to younger workers. One study Pyle looked at shows that over 70% of Millennials who are likely to leave a company within two years are dissatisfied with how their leadership skills are being developed. What’s more, 69% of the Millennials studied desire to be leaders within five years, and 60% want training to develop their leadership skills.
“About two years ago, we started thinking about how to fill our leadership ranks going forward,” Swart says. “Our idea was to create our own pipeline of management employees. So, we developed a rotational program designed to prepare recent college graduates and internal candidates for a leadership career in the company.” He notes that Pyle’s fourth-generation family members also participate in the program.
The six-month program gives participants the opportunity to “learn the industry and our operation from the ground up and gain hands-on experience through assignments in various departments and multiple locations,” Swart says.
“Leadership-development employees start out on the dock, learning hands-on about dock operations and freight handling,” he explains. “They also learn about our P&D operation through time spent on the road with our drivers and some time in dispatch and engineering. They also spend time in the corporate office learning about customer service and human resources, and spending time interacting with senior management. They learn both about our business and our core values.”
Swart says what makes the program really stand out is that employees receive coaching and guidance from experienced leaders and participate in leadership training events. He notes that candidates can begin the leadership program at almost any of Pyle’s service center locations.
Before being accepted into the leadership-development program, candidates go through the normal interviewing process. Swart points out that Pyle reaches participants through several channels. “Some come to us having been summer interns here before their senior year in college. We also recruit college graduates at local schools on campus. They may have degrees in various disciplines. The main thing is that they were in college to learn how to think.”

A third set of recruits has been drawn from college graduates who had been part-time dock workers at Pyle while in school. The fourth group consists of “any other employee here who wants to change their career path,” such as a full-time driver or dockworker.
The program’s “proof of concept” actually dates back about five years, when Pyle took part in co-op training programs for college students. Swart says the problem was “we would train them, and then they would go somewhere else to work. That experience helped us refine what training we need to offer to develop leaders who would want to have a career with us.”
The program is set up so two groups of six go through the rotations in the course of a year. “To date, 28 individuals, including those now in it, have gone through the program and only eight have opted not to complete it.” And that’s OK, he says, as Pyle never expected the program would suit everyone who chose it.
Another recent innovation at Pyle was put in place on the docks where management trainees embark on their career development: tracking freight by the pallet or piece, instead of by the load. Pyle’s dock management system, developed in-house, shows every dock, every trailer, and every pallet position within each trailer. Swart says that leads to fewer misplaced shipments and quicker movements across the dock.
Once a truck departs, mobile tracking technology offers real-time visibility of shipment status. That, combined with new routing software, improves distribution efficiency and reduces planning time, overhead, and wasted mileage. It also generates a vast amount of useful information for the carrier.
Swart explains that most carriers look at an eight-pallet shipment as a unit. “But on the dock, those pallets get handled individually and can get set in different locations. Our system allows us to individually label each of those pallets at pickup. If we stage it in the warehouse, we know where all eight pieces are. If somebody tries to put a piece in the wrong trailer, when they scan it, it will tell them it’s in the wrong trailer.”

Waste Not, Want Not
For Randy Obermeyer, applying a leaner approach yields greater maintenance savings and higher technician satisfaction.
Who doesn’t want to get lean? But wanting and getting are two different things. Lean, in this case, is a thought process that aims to create more value while expending fewer resources. The concept, which dates back to the 1980s, was inspired by Toyota’s legendary production system. A byproduct of manufacturing, Lean to be sure is not yet widely embraced by trucking. But Randy Obermeyer is leading the way, learning how to apply Lean principles to maximize efficiency in the maintenance shop and sharing what he’s learned with the industry.
Obermeyer, a National Private Truck Council Certified Transportation Professional and a current board member of the American Trucking Associations’ Technology & Maintenance Council, is responsible for the fleet maintenance and for company drivers operating out of the company’s main location. Batesville Logistics is the private fleet and transportation arm of Batesville, a Hillenbrand Inc. subsidiary, which has been manufacturing caskets and other products for funeral-home operators since 1884.
The fleet’s equipment includes everything from over-the-road rigs to local delivery units. There are 125 Class 8 tractors and 400 road trailers that haul to distribution centers. Some 400 straight trucks and vans (Class 7 and down) complete deliveries to funeral homes. Fifteen mechanics stationed at two shops handle all maintenance work except for major overhauls.
Obermeyer came into his current position in 2010 after a stint as maintenance manager for nearby Crum Trucking Inc., having gotten his start as a school bus mechanic for Ryder. Lean was already part and parcel of the Batesville culture. In taking on his new job, it fell to Obermeyer “to figure out how to apply lean principles used for manufacturing caskets to managing the maintenance shop. It’s one thing to know about Lean, but it can get confusing trying to use these tools for fleet maintenance.”
He admits that he “really struggled with it at first, because you can end up feeling smothered by it. I finally spoke with a lady who had used it at another company and that helped.”

Still, he says the learning curve can be intense. “You have to be wary of not getting too deep into the weeds, because that won’t help the maintenance guy. You can use Lean to do a whole project that will make just one step of an assembly process faster and better.” Eventually, he grasped that he could apply the same approach to improve one element or another of a preventive maintenance inspection.
“It can come down to how long does it take to do something and how long should it take,” says Obermeyer. “If you map out all the steps it takes to complete an inspection, then you can work on taking out all the wasted motion and streamline the process to do it faster. You’re using data to drive waste out of the process,” which is what Lean aims to do.
The tools used to put Lean principles to work are of the drawing board variety: They provide ways to chart, graph and map the progress of specific processes. For example, one Lean tool Obermeyer has wielded is the “swim lane chart.” It’s a type of flow chart that groups processes and decisions in parallel “lanes” to show which person, group or sub-process is involved in each step.
He says charting the flow of work in this way helps analyze such processes as the steps involved in changing a tire. In this case, Obermeyer explains that studying how long it actually takes to do something can reveal that technicians are wasting a lot of time and motion having to fetch tools or roll tires to a different location. That can lead to changing where tires are changed or moving tools closer to where the tire work is being done.
It’s really about different ways of gathering and looking at the data you need to improve your operation. “Think about a basketball team,” he explains. “How do they determine which person they’re going to guard the most and what area of the court? It’s based on data: They know which guy on the team shoots the best and where they shoot the best from.”
Sometimes that data is not what you expect. A Lean study Batesville conducted to reduce tire failures on the road yielded a surprising result. “We were looking at the impact of both air pressure and casing age as causal factors,” he explains. “But we found neither of those issues was the culprit. After inspecting every casing and conducting failure analysis, we found we were not doing as bad a job with tires as we thought. We found out the failure rate had been driven up by a lot of impacts with road debris.
“A lot of people know about Lean, but they get confused on how to use these tools in this part of the industry,” Obermeyer continues. “It can be overwhelming for a lot of people — it’s like another language, and they’re afraid to learn it.”
He hopes that by helping other fleet executives understand how easy it is to use Lean tools, “they’ll get more willing to try to use these in their own businesses, because a lot of savings can be generated.”
Towards that end, for the past couple of years Obermeyer has been working closely with industry colleagues under the auspices of TMC to make more fleets aware of the benefits of going Lean in the shop. So far, those efforts have yielded a technical session and a Lean workshop at TMC meetings. A Recommended Practice on Lean Principles will be put out for balloting this year by TMC members.
“We want the RP to be directed at technicians,” he points out. “By bringing Lean down to the shop floor level, techs will be able to see why we’d want to make changes in this way. Buy-in for Lean in the shop is important.”
Obermeyer says that as some of Batesville’s Lean projects were under way, the metrics involved were posted along with the progress. Then feedback from techs compelled changes to some processes.
“That involvement also helped techs see the value of what they do every day. Going Lean is not about cutting heads. And it’s not about telling people to change a process. It’s about explaining why a change may be needed. They can be a part of that and then see the results first-hand.”

Putting Away the Shotgun
Kirk Altrichter contends a scattershot approach to managing equipment will backfire, because if everything is seen as important, nothing can be.
For Kirk Altrichter, leveraging data is all about gleaning insights from the torrent of information that can flood the brains of fleet managers. To avoid drowning in minutiae or getting hung up on one after another informational sandbar in the rushing stream, Altrichter focuses on which data is most important to his particular operation and which of that is the most actionable.
On his job, equipment-related data is ever mounting. That’s no surprise given Altrichter manages the close to 7,000 Class 8 tractors and some 12,000 trailers fielded by Kenan Advantage Group, which he describes as the largest tank carrier in North America. “Pretty much anything that can go in a tank, we haul.”
Ohio-based KAG lays claim to being the only independent fuels-delivery carrier with a nationwide network. Its fuels business operates in 40 states and has the ability to deliver within the entire Lower 48, as well as in four Canadian provinces and in Mexico. It operates seven fuels-delivery subsidiaries, including namesake operations Kenan Transport and Advantage Tank Lines.
While about 70% of KAG’s tank trailers carry fuel, the company also runs fleets of specialized trailers spec’ed to haul everything from cryogenic and industrial gases to chemicals and food-grade products. Those vehicles make the company one of the largest bulk transporters of chemicals and liquid food-grade products in the U.S., and its Merchant Gas Group is billed as the largest independent industrial-gas transporter in the U.S. The company also offers dedicated contract carriage and has a Logistics Group.
What’s more, KAG is expanding. “The company grows both internally and through acquisitions,” Altrichter says. “Last year, there was a push to acquire food-grade carriers, and we expect to grow that segment even more.”

With more than 20 years in trucking, Altrichter joined KAG last summer after holding senior management roles with highly respected motor carriers such as Gordon Trucking, Schneider, and most recently, Crete Carrier Corp.
Since coming onboard, living up to the KAG slogan “Leading at every turn” for Altrichter has in part meant getting up to speed quickly on the company’s specialized trailers. He had some experience managing tanks with a prior employer, but for most of his earlier career he oversaw fleets of dry vans, reefers and flats. “Now,” he says jokingly, “I’m getting plenty of tanker experience – directed at me through a fire hose.”
To maintain the fleet’s thousands of tractors and trailers, Altrichter manages 140 shops that employ over 400 technicians. “About 65% of our tractor and trailer maintenance work is handled in-house and the rest by outside shops. Where the work is done is determined by the type of repair and where the work needs to be done.” Also key to his job is working with drivers. “I never want to get away from that. They give you valuable feedback on specs.” KAG’s driving force is 8,000 strong and includes company employees and a complement of owner-operators.
Managing drivers and mechanics is one thing. Mastering data is something else. “There are tons of companies offering information,” he says. “But when you look at what they have to show you, you are getting one piece [of your operation] at a time. So, a truck dealer or a truck maker, etc. offer vehicle-generated information over their websites. But for us to monitor all those sites to stay on top of our fleet is not workable.”
He allows that some software firms “seek to be aggregators” of vehicle data, but “you must start with usable, accurate data and build from there” to make data-based equipment decisions. “When I look at our fleet information, I first have to weed out any bad data, such as a tractor listed with the wrong type of engine. I must make sure I’m only pulling in clean data to begin with.”
Altrichter aims to sort out inaccurate information by getting “all the data in one place to draw from.”
“It does get easier as you get larger to put in place a fleet management package to keep track of everything,” he points out. “That helps when, for example, you want to focus on warranty. You don’t want to pursue a claim that the data indicates you have little to no chance of recouping.
“The idea is to be able to look at data so you can spend time on where you will get the biggest bang for the buck,” he continues. “In other words, you want to be able to have a policy discussion with vendors and you need reliable data for that.”
Altrichter’s take on making data work for the fleet rests on his management philosophy that rifle shots are far more effective than shotgun blasts. “If you take a shotgun approach, it will appear that everything is important. Then nothing will be seen as important.” He adds, “Every load can’t be the hot load. If it is, you’ll need a bigger fire extinguisher.”

As for where he gets the rounds to load that rifle, Altrichter says, “I don’t know that it matters where the [fleet] software comes from as long as it fulfills our needs.” His preference would be a program that “we can maintain and adjust with our own IT staff as needed.” Given KAG’s growth pattern, the software would also have to scalable.
Currently the company uses a mix of software. “Some of it was written in-house and some of it was developed with partners on the operational and maintenance side, as that’s their core competency.”
Altrichter also makes a distinction between how data is acted on based on which function is being managed. “Our safety equipment and the mobile communications platforms on our trucks are looked at via exception reporting, which then requires follow-up. But we look at engine codes completely differently. With those, we’re still working on which are ‘FYI’ vs. which require immediate action. This has been one of the most difficult aspects of managing data. That’s why we’re now working with our suppliers on improving on this communication. But we have yet to see [a solution] laid out with details.”
He figures that “when you’re getting hundreds of fault codes in one day, you have to develop filters in the software or you will be paralyzed by that data. So, you have to separate the wheat from the chaff with internal IT solutions and with your dealers, etc., as the case may be.”
Also of concern for Altrichter is that “every time we add a new business segment, we have to incorporate different training and regulation requirements. Lately, for us, that has meant complying with the new food-safety act, including with those shippers that complied early. Yes,” he adds, “we will keep drinking regularly from the fire hose.”

Recipe for Success
Ralph LoPriore doesn’t order a truck when he can shape a spec to score a competitive edge in efficiency.
It’s easy to spec trucks based on how it’s always been done,” says Ralph LoPriore. “But equipment changes so rapidly now, we can no longer think just in terms of a 10-year lifespan.” The equipment LoPriore manages are the rolling assets of two related operations: Stoneway Concrete and Gary Merlino Construction Co.
Gary Merlino launched his eponymous construction firm in 1961 “with a wheelbarrow, a few hand tools and a commitment to hard work and excellent customer service.” From there, he grew it into a major general contractor that specializes in heavy civic construction in the Puget Sound region. Stoneway’s roots run deeper still – it was founded in 1928. Acquired by Gary Merlino Construction in 1985, Stoneway provides ready mix from several concrete batch plants it operates to job sites in Seattle and surrounding King County.
Stoneway and Merlino operate a combined fleet of 150 trucks, including 85 mixer and 60 dump trucks. They run out of three locations – the maintenance shop in Renton, a yard in South Seattle, and a yard in Seattle – and are maintained by a 40-plus member staff, including 30 technicians.
LoPriore joined the company in 1989, right after earning an associate degree in heavy equipment and diesel truck repair. He was made a shop manager in 1997 and was promoted to his current position in 2004. “When I got here,” he says, “I didn’t know that the maintenance department can make or break a company.”
Given today’s challenges to do more with less, LoPriore says the mindset of fleet managers has to be “less reactionary and more progressive,” even though “being uncomfortable is not how people want to be in trucking.” Indeed, he says one thing hasn’t changed over the years: “Going with the wrong spec can be very expensive — everything can end up thrown out the window.”

While he’s willing to listen to what specs truck salesmen might suggest, he keeps in mind that “they don’t really get into our business or our challenges. But we need to know how a spec can affect our cost per mile or cost per hour.” On top of that, he says running trucks is about “figuring out your competitive edge” over other operations “and that includes the efficiency of your equipment.”
LoPriore put his thinking to the test by writing up specs for a mixer truck that he contended would last longer, be more maneuverable, and improve driver comfort. “The owners asked me, ‘How do I know these specs will do all that?” he says with a smile. “I told them I talked about them with our drivers and our customers. Then I went over the differences between sticking with our old spec vs. ordering trucks with my new spec.”
His new spec was written for the Kenworth T880 mixer chassis. It features the Paccar MX-11 diesel, chosen after LoPriore weighed the benefit of lighter engine weight on payload. “Customers always want the most yardage with the least trucks on the site. I looked at how many times the company sent another mixer with short loads to finish a job. That told me we needed trucks with more payload.”
Instead of sticking with the same 13L engine and cutting weight elsewhere, LoPriore opted for the 11L engine to get a better horsepower-to-weight ratio and gain payload capacity. “The MX-11 is 400 pounds lighter but gives us the same 430-hp rating as our 13L engine.” He boosted payload further by working Washington State’s bridge formula. The mixer’s seven axles include a set-back front axle and a rear lift “stinger” axle. The setup allows for an 80,000-pound GVW rating. That means the new mixers can carry 4,000 more pounds of payload because weight can be distributed to the stinger when needed.
The new mixers can carry up to 12 yards of ready mix vs. the 10.5 to 11 yards held by Stoneway’s older 76,000-pound GVWR mixers with 13L engines. With the new spec, the mixers churn out an average of $315 more in daily revenue. With mixers running six days a week, that adds up to about $98,000 more in revenue every year.
Putting together the lighter engine with a set-back front axle and a pusher axle also meant McNeilus could use a wider mixer drum on the T880 chassis. With the axle set back, the drum also sits lower on the frame. LoPriore explains that results in increased stability and the drum bounces less, whether running on or off the road.
Other specs also boost efficiency and improve driver comfort, which LoPriore can relate to as he holds a CDL. The trucks are all equipped with Allison 7-speed automatic transmissions. He says Allison’s “dynamic shift-sensing” relieves drivers from getting tired and achy from heavy shifting all day in city traffic. He adds that the KW cab provides drivers with unrivaled visibility and that drivers have told him that the MX-11 delivers power and acceleration similar to the mixers with 13L engines.

So far, Stoneway has purchased 25 Kenworths with the new spec. “We’ll be replacing six to 10 per year, depending on the market as we go along.” LoPriore notes that the fleet had stopped buying trucks in 2007 “because we did not know what to expect from the emission systems at that time. We started buying again in 2013. That was a big gap for us, so we rebuilt a few trucks. Now we’re back to buying new and getting the safety, driver comfort and fuel efficiency benefits that brings.”
LoPriore says getting a mixer put together with an 11L engine as well as all those axles took some prodding. After reviewing Stoneway maintenance data, “Kenworth was the only OEM willing to try,” he says, crediting dealer Kenworth Northwest and the OEM’s engineers with helping fine-tune the final spec.
He cautions, though, that no one can afford to customize trucks without good reason. “On the one hand, when you’re building a truck for eight to 10 years of use, the cost to us for some things will be minuscule over its lifetime. Still, you have to follow the market — can I sell later what I’m designing now?
“It comes down to knowing your costs — not what feels good going down the road in that new truck,” he continues. LoPriore says the key is to “observe and listen without getting bogged down in the technical side. It’s got to be a recipe. You have to think about what your decision will do to the rest of the operation. You can’t have ego and emotion take over decision-making.”
LoPriore allows that he’s proud to hear there are other ready mix companies looking at whether Stoneway’s new mixer spec might work for them, too. And why not? After all, he says “the only way to lead is by example.”
Subscribe to Our Newsletter
More Fleet Management
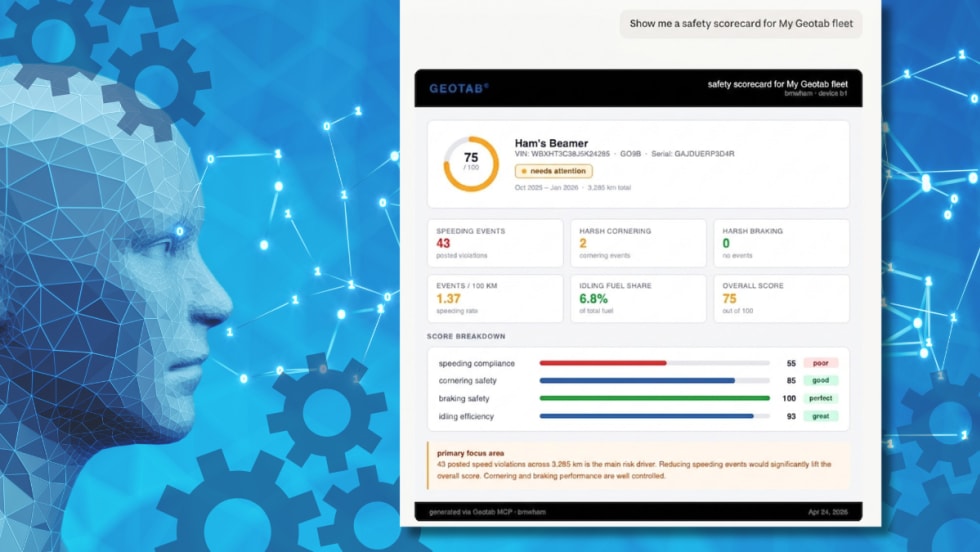
What Geotab's New AI Connector Means for Fleets
Fleets can now ask their usual AI assistants questions about maintenance, safety, fuel use, and vehicle performance, using their live Geotab data, and take action on the answers without leaving their preferred AI tool.
Read More →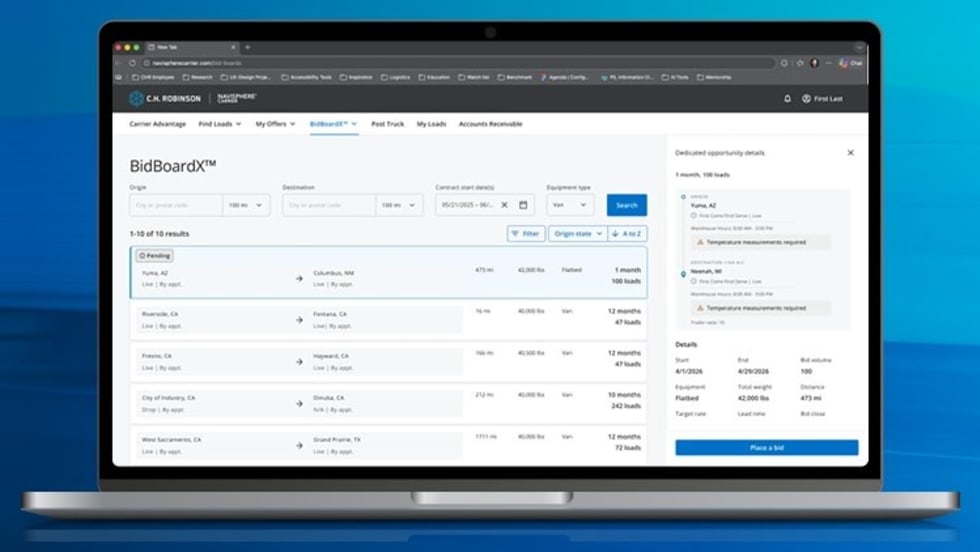
New C.H. Robinson Tool Opens Door to More Predictable Freight
BidBoardX lets carriers search, bid on, and secure committed freight opportunities through a single digital marketplace.
Read More →
New York City's Microhub Project is Delivering Results
Trucking, last-mile delivery companies, and environmental advocates like what they are seeing so far with New York's microhub program.
Read More →

Why Truck Detention Keeps Costing Fleets Time and Money
A 2024 ATRI study found detention affects nearly 40% of truckload stops and costs the industry more than $15 billion annually. Despite the toll on drivers, fleets, and supply chains, the problem remains stubbornly persistent.
Read More →
Time is Running Out to Apply for Exclusive HDT Event
Heavy Duty Trucking Exchange brings fleet managers and suppliers together for the deeper conversations that lead to ideas, partnerships, and solutions. Time is running out to apply for the September event.
Read More →
Amazon Launches Less-Than-Truckload Freight Offering for All Businesses
This launch is the latest addition to Amazon Supply Chain Services, a portfolio of supply chain capabilities from Amazon, including freight, distribution, fulfillment, and parcel shipping.
Read More →
Import Cargo Volume to See Year-Over-Year Gain Again in June, Then Remain Below 2025 Levels Into Fall
After July, the report predicts a weakening in import volume as consumer uncertainty remains high and the impact of increasing inflation takes its toll.
Read More →
Sponsored•June 8, 2026
AUCTION OF EQUITY INTEREST IN HEAVY HAUL TRUCKING COMPANY!!
Mark your calendar: June 30, 2026 (10:00 a.m. PDT). A 37.5% ownership interest in MagnaTrans, LLC, a California limited liability company doing business as Magna Transportation Group, will be sold in an in-person and online auction to the highest bidder or bidders under Article 9 of the Uniform Commercial Code. The Rancho Cucamonga-based heavy haul and over-dimensional trucking company operates across California, Oregon, and Arizona.
Read More →
Volvo Trucks Adds Unattended Over-the-Air Software Update Capabilities
The latest evolution of Volvo’s over-the-air update technology allows software updates to run while trucks are parked, helping fleets keep vehicles current without disrupting operations.
Read More →
How Waste Connections is Using Data, Telematics, and AI
How do you manage and maintain more than 18,000 connected trucks? Data. Lots of it.
Read More →