
How Much Do You Know About Heavy-Duty Coolants?
n the emerging days of the heavy-duty industry, as liquid-cooled engines were being developed and heaters were added to allow winter driving, finding the right coolant could be as easy as taking a trip to your pantry. Coolant is a lot more complex today, and the more you know about it, the better you can help your customers.
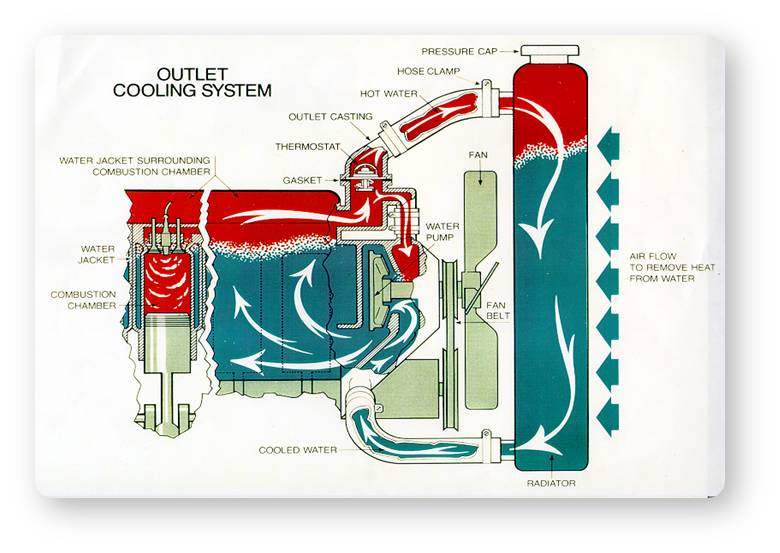
The antifreeze/cooling system for a heavy duty engine must be maintained for the entire system to operate at optimum efficiency. Each component within the system relies on the other components for peak operation and performance.

In the emerging days of the heavy-duty industry, as liquid-cooled engines were being developed and heaters were added to allow winter driving, finding the right coolant could be as easy as taking a trip to your pantry.
From 1910 to about 1925, a variety of different compounds were tried as coolants, some of which were common kitchen ingredients such as sugar, honey and molasses. The modern age of year-round/all-season antifreeze/coolant dawned in 1927, when Prestone introduced a new cooling-system liquid consisting of ethylene glycol.
Known as “Eveready,” the inhibited antifreeze/coolant, when diluted with water, would not boil away or burn in the summer, freeze in the winter and did not need to be replaced each season. This gave it a number of distinct advantages over the ethyl alcohol-based coolants that were being used at the time.
Proper dilution with water is one thing that hasn't changed much since then. Pure antifreeze actually freezes at a higher temperature and transfers less heat from an engine than a 50% antifreeze/water solution. It is recommended that antifreeze be mixed at a proper 50% proportion of both water and antifreeze. If less than 30% antifreeze is used, temperature extremes, overheating with boilover, freezeup, which can cause cracks in the head or block, and cooling-system component corrosion with pitting in the cylinder liner may occur.
It is also important to avoid too much antifreeze in the mix with water. A concentration of antifreeze that exceeds 70% may lead to temperature extremes, slushing of the coolant, poor heat transfer that can result in overheating, additive precipitation, water-pump leaks, cooling-system corrosion and cooling-system component fatigue.

The importance of coolants has become more critical because they provide necessary protection for more sophisticated engines. From efficient heat transfer to the control of critical metal temperatures, to providing an increased cooling index and freeze protection, to effective inhibition of corrosion for all cooling-system metals, coolants have evolved to become one of the lifebloods of any heavy-duty engine.
If the coolant is unable to satisfy the basic requirements, the heavy-duty vehicle’s emissions, fuel economy, horsepower and durability of engine components could be compromised, in addition to the possibility of corrosion, pitting and cavitation.
Today, inhibited ethylene glycol—along with propylene glycol, a similar, less toxic, odorless, colorless, viscous organic compound—remains the major component of antifreeze/coolant. Recent years have seen a number of new inhibitor technologies for these formulations enter the market as heavy duty engine manufacturers have improved the capabilities of their products.
Types of coolant
Mainstream green coolant: The original, green-dyed antifreeze/coolants are called conventional low-silicate, but the technical name for this type of coolant and its inhibitor package is Inorganic Acid Technology (IAT). It was typical to start with a low silicate-based product design for cars and light-duty trucks, which required dilution with water, then you needed to “pre-charge” it with specific amounts of supplemental coolant additives (SCAs) to protect heavy duty engine cylinder liners from destructive pitting corrosion.
Today, most of the “conventional low-silicate” antifreeze/coolants in the market are fully formulated with a pre-charge of SCA to protect the cooling systems of heavy duty engines against corrosion, cavitation, liner pitting, freezing and boilover. However, compared to OAT and NOAT coolant formulations, the IAT coolants do require the frequent addition of SCA at an interval of 25,000 miles, or as specified by the engine manufacturer.
Hybrid Organic Acid Technology: Hybrid Organic Acid Technology (HOAT), which is a combination of some of the inhibitors used in inorganic IAT and organic OAT coolants, is typically based on a low-silicate, nitrite technology. Unlike the OAT and NOAT Extended Life Coolants (ELC), HOAT coolants, like the IAT coolants, typically require SCA added back into the system at the first maintenance interval (25,000 miles) or as specified by the engine manufacturer.
HOAT coolants are most commonly found dyed yellow or orange. These formulations are not compatible with the extended interval coolant formulation of either NOAT or OAT coolants and should not be mixed with them.
Nitrited Organic Acid Technology: Extended Life Coolant (ELC) does not require a supplement (referred to as an extender) until 300,000 miles or 6,000 engine hours to achieve the full 600,000 miles or 12,000 engine hours of service life.
The ELC antifreeze/coolants use organic acids (organic additive technology), nitrite and/or molybdenum as part of their inhibitor package and are referred to as Nitrited Organic Acid Technology (NOAT) antifreeze/coolants.
Organic Acid Technology: Organic Acid Technology (OAT) has no nitrite added. These coolants typically provide 600,000 miles or 12,000 engine hours of service life, but their performance life can be drastically reduced if contaminated with nitrite-containing coolants.
Color Keys
Since both water and antifreeze/coolant are colorless, manufacturers add a colored dye to the solution so the user can differentiate between it and other under-hood fluids and more readily know if a heavy duty engine is experiencing a coolant leak.
The growth in the number of available antifreeze/coolant formulations has forced manufacturers to use different color dyes for different types of antifreeze/coolants. The American Trucking Associations’ Technology & Maintenance Council (TMC), in its “Recommended Practice RP 351,” proposes guidelines for standardization of engine antifreeze/coolant based on antifreeze type:
Antifreeze/Coolant Type | TMC Spec | Suggested Color Code |
TMC A—Conventional Low-Silicate | RP 302A | Green (PMS #374-376 |
TMC B—Fully Formulated Ethylene Glycol | RP 329 | Purple/Pink (PMS #235-241) |
TMC C—Fully Formulated Propylene Glycol | RP330 | Blue (PMS #297-301) |
TMC D—Organic Acid Technology (OAT) | Per OEM Specs* | Red (PMS #190-193) |
*-OAT coolants are defined by the product meeting one or more of the following manufacturers:
• International—Class 8, B-1, Type III
• Detroit Diesel 7SE298 9804
• Caterpillar EC-1
• Mack 014 GS 17009
These specifications are performance-based and are being referenced in lieu of an available ASTM or SAE specification for OAT coolants.
Additives

Because additives in conventional (IAC) and hybrid organic acid (HOAT) coolants are consumed during the vehicle’s operation, they must be refortified with supplemental coolant additives (SCA) in order to maintain effective corrosion protection.
The OAT and NOAT coolants do not require SCAs. The inhibitor package, which is only responsible for corrosion protection, does not determine the level of freeze or boilover protection in the coolant.
It would be unwise to ignore that antifreeze/coolant is one of the lifebloods of a heavy duty vehicle’s operating system. It is imperative that the driver and/or fleet owner be aware of the type of coolant that is in the engine and how it must be maintained, which is becoming more and more important as additional coolant formulations and engine types are being developed.
Colin Dilley, Ph.D, is the Director of Technology for Prestone Products Corp., which recently released Prestone Command line of antifreeze/coolants for heavy-duty vehicles. He can be reached at the Ask the Expert at www.prestonecommand.com.
More Aftermarket

AUCTION OF EQUITY INTEREST IN HEAVY HAUL TRUCKING COMPANY!!
Mark your calendar: June 30, 2026 (10:00 a.m. PDT). MagnaTrans, LLC, a California limited liability company doing business as Magna Transportation Group is going to auction! Bid on a 37.5% ownership interest in this Rancho Cucamonga-based heavy haul and over-dimensional trucking company operating across California, Oregon, and Arizona. The equity interest will be sold to the highest bidder or bidders under Article 9 of the Uniform Commercial Code at 10:00 a.m. PDT.
Read More →
Phillips Opens High-Tech Distribution Center for Faster Parts Delivery
Phillips Industries’ new Cincinnati-area distribution center is now shipping aftermarket trucking parts nationwide, aiming to speed up delivery times for customers.
Read More →
Volvo to Sponsor America’s Road Team for 2025
Volvo Trucks announced that it is extending its exclusive sponsorship of America’s Road Team for 2025.
Read More →

Webb to Start Taking Orders for UltraSet Pre-Adjusted Wheel Hubs
Webb, which recently acquired the Stemco Trifecta pre-adjusted hub program, will soon start taking orders for its replacement pre-assembled hub, the UltraSet.
Read More →
All-Makes Automatic Brake Adjusters, Ride Height Control Valves from Midland
SAF-Holland has added automatic brake adjusters and ride height control valves to its Midland All-Makes Program.
Read More →
ZF Aftermarket Expands [pro]Academy Training
ZF Aftermarket said it is expanding its ZF [pro]Academy training and will be adding 40 new modules this year.
Read More →
Eaton Adds Remanufactured Advantage Line of Clutches
Eaton has added its Advantage clutches to its remanufactured product line. The clutches feature a unique strap drive intermediate plate designed to allow customers to choose the latest OE specification
Read More →
ConMet Acquires TruckLabs, the Creator of TruckWings
Commercial truck and trailer parts provider ConMet acquired TruckLabs, the company that created TruckWings, an aerodynamic device that attaches to truck cabs and deploys to close the gap between truck and trailer. TruckLabs now operates as a subsidiary of ConMet.
Read More →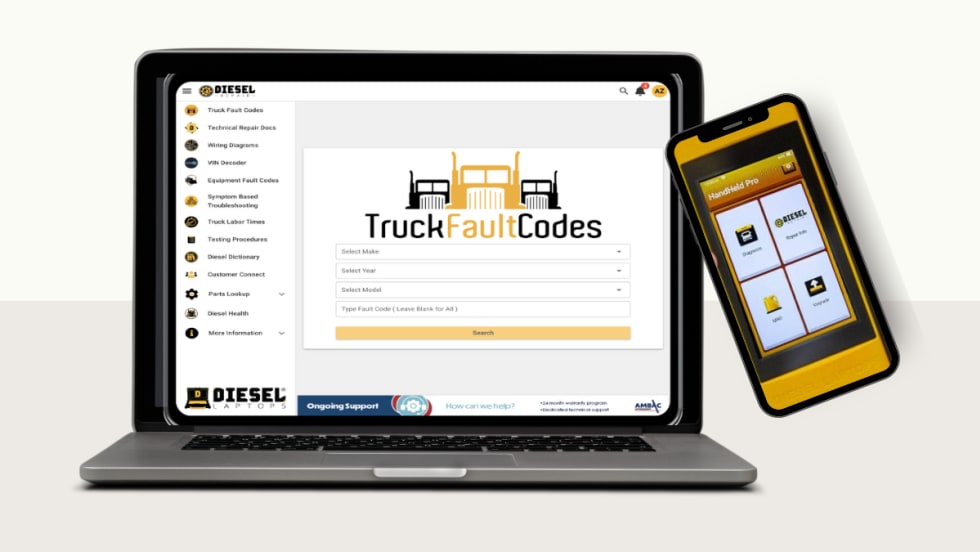
Diesel Laptops Releases Fault-Code-to-Part-Number Tool
Diesel Laptops said its Truck Fault Codes allows users to input a fault code and immediately identify and order the parts needed to complete repair work.
Read More →
Heavy Duty Parts and Labor Costs Dropped in Q2
A benchmarking report from TMC and Decisiv reveals good news for fleets as heavy-duty parts and labor costs dropped in the second quarter of 2023.
Read More →