
Retreads: Play 'Em Again, Sam
Despite their manifest advantages, retreaded tires continue to struggle with an image problem. It's widely assumed - wrongly - that much of the tire debris seen lying at roadside are the remains of a retreaded tire

Despite their manifest advantages, retreaded tires continue to struggle with an image problem. It's widely assumed - wrongly - that much of the tire debris seen lying at roadside are the remains of a retreaded tire.
We know today that is simply not the case. While there are bound to be a few retreads among the carcasses, organizations like the Tire Retread and Repair Information Bureau and the ATA's Technology and Maintenance Council have proven beyond doubt that many of the 'gators littering the highways are actually poorly maintained virgin tires.
In days gone by, retreading was suspect. Quality control of the incoming casings was spotty, the repair and retreading process was fraught with inconsistencies, and frankly, retreads just didn't look as good as new tires.
While the perceptions linger, the reality is quite the opposite.
Anyone who has seen a contemporary retreading plant in action couldn't help but come away with an entirely different impression of the way these cost-effective alternatives are built - and then perform in the real world.
For fleets striving to minimize tire life-cycle costs by maintaining casing integrity and recouping value through a retreading program, today's retread is a far better value than it once was.
At the very least, newer inventory management techniques at the retreading plant, such as bar-coding, mean that those conscientious fleets get back their own casings. The cost recovery benefit should be obvious at this stage.
"You've put time and money into the tire, and have every right to expect a return on that investment," says Kevin Lorenz, retread zone manager for Kal Tire in Mississauga, Ontario. "We can better track our inventory by bar-coding the tire. We can ensure you get your casings back, and we can put any tread you want on any casing you want because we know where that tire is in the plant at all times."
The Past Predicts the Future
Few tires enter a retreading plant in perfect condition, but some are closer to perfect than others. The casing inspection process determines the future of the tire. A casing in good condition - even one with properly done major repairs or that has been retreaded before - can live long and profitable second, third, or fourth lives as a retread.
In the past, trained techs conducted visual and physical inspections of the casing. Their seasoned eyes were all that stood between the A-list and the scrap pile. But career-limiting defects often develop between the belts of a tire, and aren't always obvious even to the trained eye. Separations and cuts in the inner belts will allow a tire to deform, limiting its retreadability.
"That's the weakest spot on the tire, and the hardest spot to keep together. It's the most dynamic part of the tire where a lot of the stresses occur," notes Lyle Haylett, manager of industry and government relations at Bridgestone Bandag. "Those areas are where you need to look to ensure the casing is safe to retread, but they are also the most difficult part of the tire to inspect."
In the old days, inspectors would often err on the side of caution to protect their reputation - thus limiting the potential value of your casings. To do otherwise would compromise the overall quality impression of the retreader. But today's non-destructive inspection equipment, or NDI, allows retreaders to look between those layers to determine if a casing can be retreaded. These techniques even allow better use of less-than-perfect casings by placing them into a different application, such as off-road.
So today, retreaders and their customers now have the A, B, C, and D list, as well as the scrap pile.
Although it is a loose analogy, Harvey Brodsky of TRIB calls the ability to see inside a tire before it is retreaded the equivalent of a CT scan or MRI in medicine.
"This enables the retreader to reject any tire that is not a prime candidate for a full and useful additional life," he says.
NDI was quite a development back in the 1970s. Using ultrasound, inspection techs could look "through" the tire. Any separations would absorb more of the ultra-high-frequency sound, and show up on a video monitor as dark patches. But the separation would have to have already occurred to be visible.
More recently, explains Haylett, Bandag developed an inspection machine called the 7400 Insight casing analyzer - a shearography machine. Shearography is capable of finding a multitude of problems in casings, produced by such things as faulty repairs, run-flat tires, inner-liner damage, sidewall impact separations, etc.
These casing analyzing machines use a laser or CCD camera to take an image of the tire casing in two states, one at rest under normal pressure, a second in a slight vacuum. Air that might be trapped inside a badly repaired portion of the tire or between the separating belts of a tire will expand in a vacuum. A computer compares the two images and shows the defect on a video monitor. The tire is marked for position when placed into the machine, and using a 360-degree table as well as four positioning guides - one for each sidewall, and two more that capture from the center of the tread out to the edges - the operator can locate the defect very accurately.
Shearography can be done with the tread still on the tire, Haylett notes. "With ultrasound, we had to buff the tread off first. The new process can save us a production step on a defective tire."
Defective casings are removed from production and scrapped, if need be.
In addition to the latest NDI techniques, retreaders also inspect the casing for previous repairs, damaged steel belts, and more. Using an electrostatic tester, the technician can determine the location and extent of belt damage, unrepaired nail holes, etc., and mark them for repair at a point later in the process.
All of the major retread manufacturers, Bandag, Goodyear, Michelin, Oliver and others, now routinely use NDI equipment in their retread plants.
It has absolutely changed the way tires are retreaded for the better. These important new tools are improving the already outstanding record of retread performance to levels never seen before. Retreads now have an across-the-board adjustment rate as low, or even lower, than comparable new tires, TRIB claims.
Consistent Consistency
The key to improving the retreading process lies in increased process consistency, gained through automation. The tread removal process has been honed to a millimeter or two tolerance, and tread sections are manufactured to fit the buffed casing very precisely. These two process improvements alone are responsible for improved bonding between the new tread and the casing, and the vastly improved appearance of the joint between the sidewall and the edge of the tread.
Rotary rasps working a concentrically mounted and rotating tire chew the old tread off the casing down to a precise circumference matching the spec for the tread intended for that casing. From there, the casing moves to the repair area, if necessary, where previous wounds are cleaned and filled. The cushion gum is applied next, to help bond the new tread to the casing.
Contemporary processes use no solvents to clean the casing surface, more automated extrusion on the cushion gum installation, and less glue overall. It's a more environmentally appropriate process, and there's much less wasted material.
The Rubber That Meets the Road
Of course, retreading is all about the tread. Based on the spec for a particular casing, the machine cuts a measured section of tread from a pre-manufactured roll of the material, and applies just the right amount of tension to ensure proper fit of the section. There are only millimeters of tolerance, and when the operator fits the lead and the trailing edges of tread together, you'd be hard-pressed to detect the joint. The edges are glued and stapled prior to curing. The stapl
More Equipment

Engine Technology Forum Launches SCR, DEF Resource Center Amid Emissions Debate
The Engine Technology Forum’s new online hub aims to provide fleets, policymakers, and equipment owners with fact-based information about selective catalytic reduction technology, diesel exhaust fluid and emissions compliance.
Read More →
Prime Inc. to Open $7.9M Flagship Used-Truck Dealership
A new driver-focused facility to sell Prime Inc's used trucks and trailers will be the first purpose-built location in the company's history.
Read More →
Lessons Learned About Alternative Fuels: Start Small, Stay Flexible
Practical advice on adopting alternative fuels and ZEVs from HDT's 2026 Top Green Fleets, from renewable diesel and natural gas to electric trucks.
Read More →
Kenworth Names Peter Ahrens General Manager
Leadership changes at Kenworth take effect July 1 as the OEM promotes two longtime Paccar executives to key management roles.
Read More →
Hino Adds Electric Class 6/7 Truck
Hino says the Le Series is an important step in the company's efforts to reduce environmental impact and support its customers’ sustainability goals.
Read More →
ACT Expo 2026: Highlights in Photos
The 2026 Advanced Clean Transportation Expo featured a broad range of commercial vehicle technologies, from EVs to autonomous trucks to the latest diesel and alternative-fuel engines.
Read More →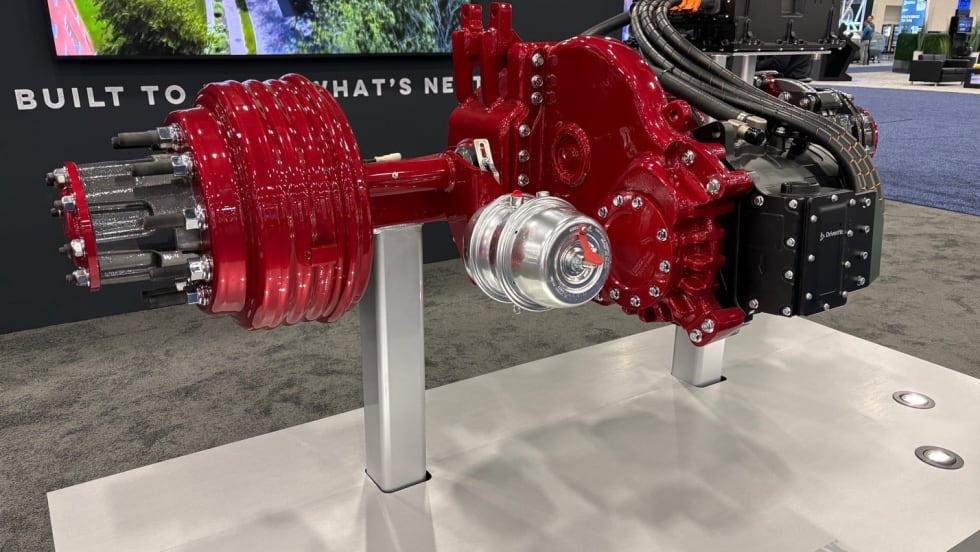
Hendrickson Debuts Electraax E-Axle for Medium-Duty Trucks
Developed with Driventic, Hendrickson's new integrated e-axle is designed to improve efficiency, reduce weight, and extend range in Class 6-7 EV applications.
Read More →
Peterbilt Unveils Freedom 250 Special Edition Model 589
Peterbilt’s just-announced limited-run patriotic Model 579 tractor celebrates America’s 250th birthday with custom styling and premium features.
Read More →
Mack Unveils EPA 2027-Compliant MP13 Engine With More Power, Better Fuel Economy
Along with unveiling its EPA 2027-compliant MP13 engine, Mack outlined powertrain changes across its Class 6-8 lineup, including new Cummins-based X10 engines.
Read More →
Kodiak and Roehl Transport Launch Autonomous Route Between Dallas and Houston
Kodiak AI and Roehl Transport have begun autonomous freight operations on a regular Dallas-Houston route, marking another step toward Kodiak’s planned driverless launch by the end of 2026.
Read More →